
某公司生產的同步器齒輪由20CrMnTi碳氮共滲淬火而成,由于淬火后變形較大,尤其是橢圓度超差在諸多變形中比較嚴重。其中兩個產品170F01齒套橢圓度超差占總數的30%,7A五齒套橢圓度超差的占總數的20%左右。為解決橢圓度超差不得不采用壓淬處理,浪費大量的人力、物力。為解決淬火后橢圓度超差變形問題,我們對產生變形的原因從原材料、熱處理工藝、設備情況幾方面進行了分析。
1.對原材料檢驗
(1)項目包括化學成分、硬度、低倍組織、帶狀組織、晶粒度、非金屬夾雜物等各項。檢驗結果表明:化學成分、硬度、低倍組織、非金屬夾雜物都在國標和圖樣要求的合格范圍。而帶狀組織比較嚴重,已經達到3級,晶粒如圖1所示有混晶現象(圖樣要求不大于2級,比較好是1級或0級)。
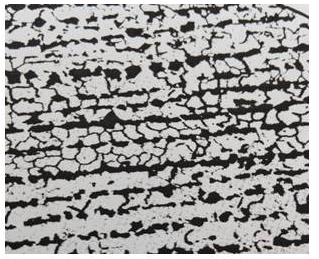
(2)分析:嚴重的帶狀組織,是由成分的微觀不均勻引起的,帶狀組織使材料產生各向異性,使淬火變形增大。混晶也是一種組織不均勻現象,其成因同樣與偏析有關,對變形影響也很大,此二項必須嚴格控制,級別越小越好。
2.重新驗證
對熱處理工藝的合理性進行了重新驗證,發現有些產品的滲層深度控制的不合理,如7A三四檔(見圖2a)及五檔齒套(見圖2b)滲層要求0.4~0.7mm,結果實際深度平均值達到0.6~0.8mm。其原因是滲碳時間過長,原工藝為860℃X220min,強滲;860℃X70min,擴散,然后將溫度降低到815℃X30min,淬火。

分析:經過大量的試驗及理論分析后得知,強滲及擴散溫度合適,而強滲時間過長,導致滲層深度過深。
由于齒套的有效厚度只有2.5mm左右,而原來滲層單邊0.8mm,兩邊加起來就是1.6mm,幾乎就要淬透,整個截面硬度很高,熱處理應力很大,從而使淬火變形增大,使橢圓變形超差。
3.熱處理設備情況
(1)淬火油內的殘渣及氧化皮和污泥由于長期沒有清理,導致大量存在,這些殘渣一般沉到底部,會降低淬火油的流動性,造成淬火時各部位冷卻不均,增大淬火變形。
(2)測量爐內溫度的準確度和不均勻性。1號淬火加熱爐:實際溫度877℃,設定溫度860℃,實際溫度比設定及顯示溫度高了17℃。
4.改進措施
(1)嚴格控制原材料帶狀組織級別,要達到≤2級。經過嚴格控制,現在的帶狀組織如圖3所示。

(2)把7A一二檔齒套強滲時間減到200min,三四檔及五檔齒套強滲時間減到180min,經過多爐的試驗結果7A一二檔齒套滲層平均為0.65~0.9mm(要求0.6~0.9mm)和三四檔及五檔齒套0.46~0.65mm(要求0.4~0.7mm)。得到的滲層深度比較滿意。
(3)對淬火油內的殘渣及氧化皮和污泥進行了清理。
經過上面幾方面的改進后,使熱處理變形降低,數據如下:7A五檔橢圓度變形超差率從30%降到18.2%,S170F01齒套從20%降低到7.1%。
5.結語
通過對原材料帶狀組織和晶粒度均勻性的控制、清理淬火油槽內的殘渣,以及通過調整熱處理工藝參數后得到合理的滲層深度,后使淬火橢圓度超差率降低了10%~15%,減少了經濟損失。
X射線殘余應力分析儀
